Es un tipo de soldadura bajo hidrógeno (básico) con adiciones de polvo de hierro en el recubrimiento para incrementar su rendimiento; es adecuado para soldar en todas posiciones, propiedades mecánicas elevadas y adecuado para trabajar aún a altas temperaturas (hasta 500°C), se facilita el control de arco y da buena apariencia del depósito.

Entre las aplicaciones se encuentra en la industria del cemento que es utilizada en secciones gruesas y pesadas, muflas, placas de soporte de hornos, etc. En el ramo de la construcción se recomienda en estructuras sometidas a esfuerzos mecánicos severos, edificios y puentes en general. También es utilizada por la industria petrolera en tuberías de conducción sujetas a presión, cordones de relleno en secciones gruesas y pesadas en tendido de líneas de oleoductos, gasoductos, líneas de distribución y donde se requieran altas propiedades mecánicas. En la industria automotriz se emplea en partes y componentes de aceros tratados térmicamente, fundiciones de acero, grúas, contenedores, cajas de volteo, carrocerías de autobuses, también se emplea en vagones de ferrocarril.
La pailería como te muestra aquí: ¿Quiénes son los paileros? es un sector que lo usa ampliamente en la construcción de recipientes sometidos a presión, tanques de almacenamiento, secciones gruesas y pesadas en cordones múltiples para envases, calderas, tanques de alta presión, intercambiadores de calor, etc.

VENTAJAS
- El electrodo 7018 posee una gran facilidad de encendido y reencendido.
- Adecuada extensión del depósito con mínimo chisporroteo y de fácil limpieza, buena apariencia y remoción de escoria.
- Aplicable con corriente directa con electrodo al positivo + (polaridad invertida) CDPI.
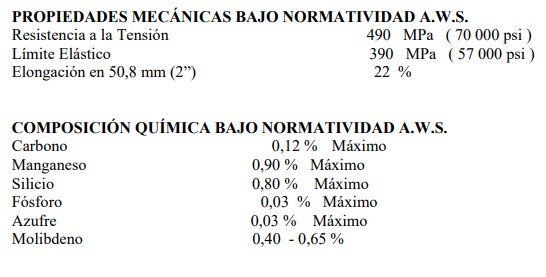
- Electrodo adecuado para realizar soldaduras en toda posición en aceros de alta resistencia mecánica.
- Diseñado para trabajos donde se exija una alta temperatura de servicio (hasta 500°C) .

TÉCNICA DE SOLDEO
Se debe limpiar las superficies a soldar, retirándo cualquier material contaminante, se enciende el arco suavemente por el método de rayado o de contacto según se prefiera, y se mantiene un arco corto inclinando ligeramente el electrodo en dirección del avance; CDPI (electrodo al positivo+). Cepillar manualmente ó utilizar carda de acero. Utilizar solo electrodos secos, no se debe golpear el electrodo para reencender el arco. No exponer los electrodos a la intemperie por más de una hora; en caso de que se humedezcan, debe reacondicionarlos únicamente en horno dos ocasiones como máximo a una temperatura comprendida entre 260°C y 427°C por espacio de 1 hora a 2 horas.
También te puede interesar: Electrodo 6013/3-32
Link: Láminas y aceros
Fuente: Infra