
En la primera parte se definió el concepto de los tratamientos del acero y de igual manera se abordó el primero de ellos, referente a los tratamientos superficiales. Para esta segunda parte se hablará de los dos tipos de tratamientos restantes: los tratamientos térmicos y los tratamientos termo-químicos.
También te puede interesar: Tratamientos del acero, Parte 1
Tratamientos térmicos
Los tratamientos térmicos consisten en el calentamiento del acero a una temperatura inferior a la de fusión y mantenerlo en ella durante cierto tiempo. Posteriormente, el material es enfriado a diferentes velocidades, según el tipo tratamiento que se quiera realizar (Figura 1).
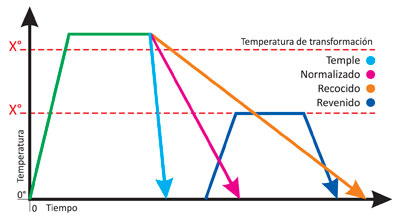
Figura 1 Curvas de velocidad de enfriamiento para los tratamientos térmicos.
Para lograr distintas velocidades de enfriamiento, se somete al material a un baño en agua o aceite, en calma o con agitadores, o se deja a la pieza en el interior del horno apagado a que se vaya enfriando, esto produce una transformación de la micro-estructura interna del metal. Este proceso permite variar algunas de sus características físicas y mecánicas como dureza, tenacidad y resistencia mecánica sin realizar ninguna aportación de elementos químicos nuevos al material base.
Los tratamientos térmicos que pueden aplicarse al acero sin cambiar su composición química son:
- Temple: Este tratamiento consiste primeramente en calentar el material hasta una temperatura determinada que varía de acuerdo con el porcentaje de carbono contenido en el acero a tratar. Después, se realiza un enfriamiento rápido utilizando agua, aceite u otra sustancia, de modo que se obtiene un metal muy duro y de alta resistencia, aunque de gran fragilidad. La temperatura de calentamiento, el método, la sustancia y la velocidad de enfriamiento dependerán del tipo de material y la dureza deseada.
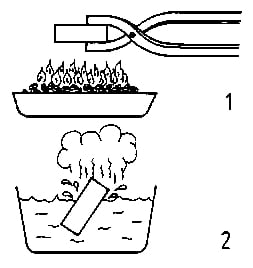
Figura 2 Proceso de Temple
- Revenido: Al concluir el proceso de templado el acero resultante es muy frágil y podría romperse ante un impacto. Por ello, es necesario someter las piezas templadas a un tratamiento de revenido para reducir su fragilidad.
El proceso de revenido consiste en calentar el acero templado hasta una temperatura inferior a la del temple, seguido de un enfriamiento rápido, pero siempre más lento que el realizado para el tratamiento del temple. Éste tratamiento complementa al templado y se emplea para obtener mayor tenacidad y ductilidad a cambio de dureza. Tanto la temperatura como el tiempo de calentamiento dependen de la composición del material y determinarán la cantidad de dureza eliminada.
- Recocido: El recocido tiene como finalidad el ablandamiento, recuperación de la estructura o la eliminación de otros tratamientos térmicos(como el temple) y consiste en calentar el metal hasta una determinada temperatura (similar a la del temple) para después dejar que se enfríe lentamente. Esto se hace apagando el horno y dejando el metal en su interior para que su temperatura disminuya de forma progresiva. El proceso finaliza cuando el metal alcanza la temperatura ambiente. Una vez finalizado este tratamiento, se obtiene un incremento en la plasticidad, ductilidad y tenacidad del metal tratado.
- Normalizado: El normalizado es un tratamiento térmico que se emplea para dar al acero una estructura y características tecnológicas que se consideran el estado natural o final del material que fue sometido a trabajos de forja, laminación o tratamientos defectuosos. Se hace como preparación de la pieza para el temple.
Consiste en calentar el acero a una temperatura de 30 a 50 ºC por encima de la temperatura crítica superior y mantenerla un tiempo determinado. Posteriormente se deja enfriar al aire.
Tratamientos termoquímicos

Los tratamientos termoquímicos forman parte de los tratamientos térmicos, ya que la pieza sufre un calentamiento y posteriormente un enfriamiento adecuado, con la diferencia de que además del cambio en la estructura interna de la pieza, también se ha modificado la composición química de su capa superficial añadiendo diferentes elementos y/o productos químicos a una profundidad determinada .
Entre los objetivos de estos tratamientos están aumentar la dureza superficial de las piezas dejando el núcleo más blando y tenaz, disminuir el rozamiento aumentando el poder lubrificante, aumentar la resistencia al desgaste, aumentar la resistencia a fatiga o aumentar la resistencia a la corrosión. Los elementos químicos utilizados normalmente son: carbono (C) , nitrógeno (N) y azufre (S), ya sea solos o combinados entre ellos y pudiendo encontrarse en estado sólido, líquido o gaseoso. Los tratamientos termoquímicos más comunes son:
- Cementación (C): Aumenta la dureza superficial de una pieza de acero dulce, aumentando la concentración de carbono en la superficie. Se consigue teniendo en cuenta el medio o atmósfera que envuelve el metal durante el calentamiento y enfriamiento. El tratamiento logra aumentar el contenido de carbono de la zona periférica, obteniéndose después, por medio de temples y revenidos, una gran dureza superficial, resistencia al desgaste y buena tenacidad en el núcleo. Se suele utilizar
- Nitruración (N): Al igual que la cementación, aumenta la dureza superficial, aunque lo hace en mayor medida, incorporando nitrógeno en la composición de la superficie de la pieza. Se logra calentando el acero a temperaturas comprendidas entre 400 ºC y 525 °C aproximadamente, dentro de una corriente de gas amoníaco, más nitrógeno.
- Cianuración (C+N): Endurecimiento superficial de pequeñas piezas de acero. Se utilizan baños con cianuro, carbonato y cianato sódico. Se aplican entre 750 ºC y 950 °C aproximadamente.
- Carbonitruración (C+N): Al igual que la cianuración, introduce carbono y nitrógeno en una capa superficial, pero con hidrocarburos como metano, etano o propano, amoníaco (NH3) y monóxido de carbono (CO). En el proceso se requieren temperaturas de 650 a 850 °C aproximadamente, y es necesario realizar un temple y un revenido posterior.
- Sulfinización (S+C+N): Aumenta la resistencia al desgaste por acción del azufre. El azufre se incorpora al metal por calentamiento, a la temperatura de 565 °C aproximadamente, en un baño de sales.

Otros links: Láminas y Aceros
Fuentes: Tratamientos del Acero, Tratamientos térmicos del acero, Tecnología de los materiales, Tratamientos termoquímicos.