En el mercado existen diferentes métodos para cortar productos hechos en acero, entre los más utilizadas podemos encontrar el oxicorte, el corte por plasma e incluso el corte por láser. Sin embargo, todos estos métodos trabajan a muy altas temperaturas, que si bien logran su cometido también terminan por afectar el material mismo.
Para solucionar este inconveniente se puede emplear un método de corte en frío que no sólo suele ser más veloz y preciso, sino que no afecta de ningún modo el material que se corta, nos referimos por supuesto al corte por chorro de agua o WaterJet cutting.
 Cabezal de una máquina de corte por chorro de agua. Fuente: Sacedm.com
Cabezal de una máquina de corte por chorro de agua. Fuente: Sacedm.com
El corte por chorro de agua es una de las tecnologías cuyo uso se ha ido extendiendo cada vez más alrededor del mundo. Esto se debe a que los sistemas de corte por chorro de agua además de ser altamente precisos, son capaces de cortar prácticamente cualquier material. Por lo que empresas de todo ramo y tamaño están incrementado su eficiencia y productividad al utilizar esta tecnología en sus operaciones.
¿Cómo funciona?
Las máquinas de corte por chorro de agua se valen de 3 principios fundamentales:
I. Generar presión. Para que un chorro tenga la capacidad de cortar lo primero que se debe hacer es presurizarlo a valores increíblemente altos de hasta 94 000 psi. Para ello la máquina de corte por chorro de agua cuenta con un sistema de presurizado que realiza el siguiente proceso:
1. Una bomba hidráulica se encarga de bombear aceite hacia una bomba intensificadora, haciendo que el pistón en su interior se mueva de un lado a otro.
2. Dentro de la bomba intensificadora la presión es incrementada de alrededor de 50 psi (presión de un suministro común de agua) hasta 55 000 psi (o mayor dependiendo de la máquina). Este aumento en la presión se logra gracias a que la superficie de contacto del pistón hidráulica del intensificador es (por lo menos) 20 veces mayor a la superficie del pistón de compresión de agua.
3. Finalmente el líquido se almacena en un acumulador que se encarga de proveer al cabezal de corte de un flujo estable y continuo de agua altamente presurizada.
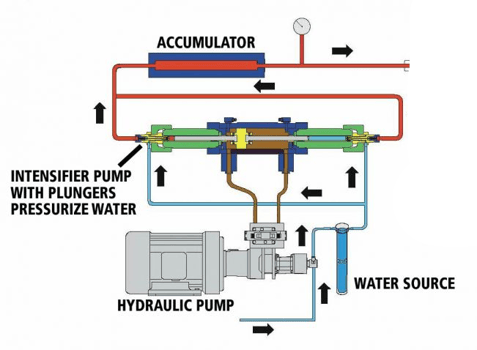 Componentes del sistema de presurizado de agua. Fuente: PWJ
Componentes del sistema de presurizado de agua. Fuente: PWJ
II. Convertir la presión en velocidad. Después del proceso de presurizado del agua, ésta es enviada del acumulador hacia el interior del cabezal de corte en el cual se encuentra una boquilla que consiste en una pieza de acero inoxidable con un fragmento perforado llamado "orificio" que puede estar hecha de ruby, zafiro, diamante o, más recientemente, materiales compuestos.
 Boquilla y Orificios, de derecha a izquierda: diamante, ruby y Tetracore . Fuente: The fabricator.
Boquilla y Orificios, de derecha a izquierda: diamante, ruby y Tetracore . Fuente: The fabricator.
Este orificio se encarga de focalizar el chorro de agua en un chorro muchísimo más fino, casi del grosor de una aguja; al hacer esto el chorro de agua alcanza velocidades supersónicas cercanas al Mach 2 lo que permite poder cortar cualquier material.
III. Añadir abrasivo. Para incrementar la capacidad de corte hasta 1000 veces más es posible agregar un abrasivo al flujo de agua supersónico. El abrasivo (generalmente una mezcla de partículas de arcilla y vidrio) se suministra desde un depósito y se mezcla con el agua dentro del cabezal de corte en una pequeña cámara. La combinación del agua con abrasivo expulsada a velocidades supersónicas permiten cortar acero de hasta 30cm de espesor.
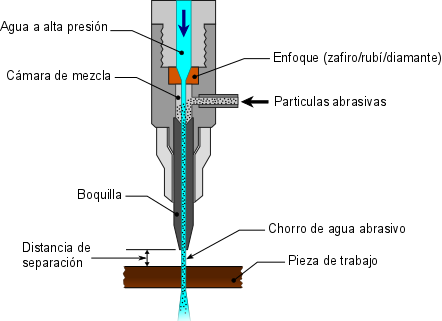 Representación del interior de un cabezal de corte con sus elementos. Fuente: Mipsa
Representación del interior de un cabezal de corte con sus elementos. Fuente: Mipsa
Cabe mencionar que la utilización de abrasivos es opcional y depende del tipo de material que se desea cortar. Mientras que materiales como: caucho, madera, textiles, cuero y alimentos pueden ser cortados sólo con el chorro de agua pura, los materiales como: metales (incluído el acero), vidrio, cerámicos, piedras y materiales cerámicos requieren el uso de abrasivos.

Otros Links: Láminas y Aceros
Fuentes: How waterjet cutting works, Cómo funciona el chorro de agua, La guía definitiva del corte por chorro de agua, Waterjet cutting.